Defectos básicos en el doblez de tubos
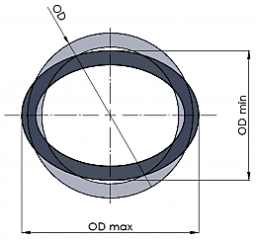
Colapso en la sección transversal del tubo
El aplanamiento o colapso de la sección transversal de los tubos es causado por las fuerzas de distribución a través de la curva y puede reducirse enormemente con el uso de un inserto interno apropiado como el mandril y con la configuración adecuada.
El colapso se puede controlar utilizando el coeficiente de ovalidad:ECUACIÓN
Arrugas de la pared interior
Aquí es donde se pierde la estabilidad de las paredes en el radio interior de la curva. Se debe a las fuerzas de presión causadas durante el doblez. La reducción o limitación de las arrugas se puede lograr mediante el ajuste adecuado del Mandrel y del Wiper Die.
Adelgazamiento de la pared exterior
El adelgazamiento de las paredes en el lado exterior del radio de la curva ocurre naturalmente cuando se doblan los tubos. Sin embargo, puede disminuir en gran medida la cantidad de adelgazamiento en el radio exterior seleccionando la opción correcta de herramientas y configurándolas correctamente.
El Booster es muy efectivo para reducir el adelgazamiento de las paredes que esencialmente añade una presión adicional que empuja el tubo en la dirección de la curva y reduce la tensión en el diámetro interno de la curva.
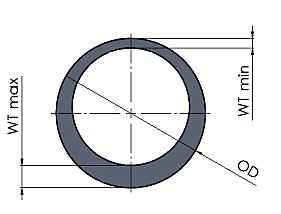
Hay muchos otros factores que pueden conducir al adelgazamiento de las paredes durante una curva. Los parámetros de la flexión del tubo son cruciales (OD, CLR, WT), pero también hay un impacto significativo en las herramientas y el ajuste. También deben considerarse los materiales del tubo y el equipo utilizado.
El cálculo del grosor de las paredes en el radio exterior para el doblez depende de muchos factores. En esencia, todos son resultado de influencias externas. A continuación se muestra un ejemplo de uno de ellos: ECUACIÓN
Springback durante la flexión
Un defecto muy común es el cambio en el radio de la curva y el cambio en su ángulo después del doblez debido a la recuperación elástica.
Por supuesto, es necesario diferenciar los factores ANGULAR SPRINGBACK respecto al RADIAL GROWTH.
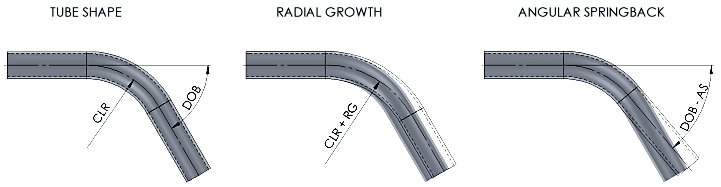
Springback Angular
El tubo tiende a regresar unos grados en la dirección de la curva cuando se suelte de las herramientas. Esto ocurre cuando es necesario doblar con un ángulo de doblado mayor que el necesario (lo que se conoce como flexión excesiva). El verdadero defecto de la recuperación elástica es cuando el tubo se deforma después de que regresa.
Crecimiento radial (Radial Growth)
A veces, el radio de la curva crecerá sobre el radio de las herramientas como efecto del defecto de la recuperación elástica. Se producirá un aumento significativo principalmente en las curvas de radio relativamente grande ("D of bend") y durante el doblez de materiales increíblemente rígidos. En estos casos, es necesario reducir el radio de las herramientas para que tengan la forma requerida después del doblado.